1.弧焊机通用Interface(2)
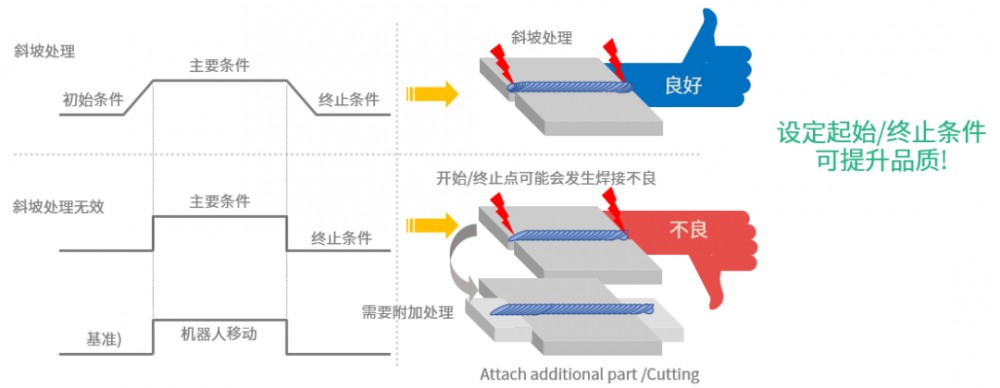
-焊接开始时,为了稳定的开始,可用指定的电流,电压焊接
-焊接结束时,为处理Crater,可用指定电流,电压焊接
-变更主要条件时,斜坡处理使发生的电弧稳定化
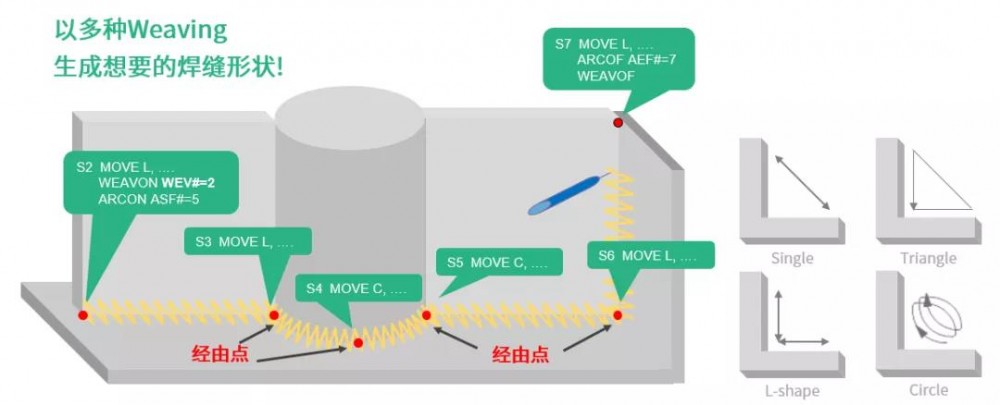
2.支持多种Weaving Motion
-可通过多种模式和细节设定功能来设定想要的Weaving Motion:
-支持单振动,三角,L型,圆形Weaving模式
-支持4个参照点并支持优化了的情况的Weaving Motion
-支持不间断的连续Weaving Motion
3.焊接Torch变形矫正功能
-焊接Torch变形时,焊接点变更影响焊接质量
-利用预先指示的一点的信息来矫正简单的变形或已变更的Torch

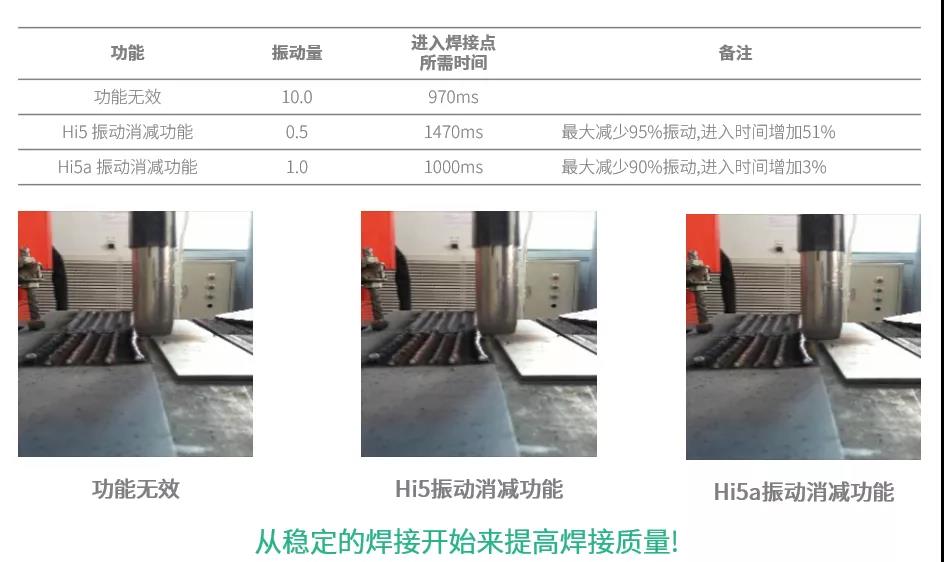
4.焊接点高速进入振动消减功能
-高重量Torch或消减焊接点高速进入产生的Torch的振动
5.自动重试
-焊接开始时发生电弧失败时,尝试自动发生电弧
-为了同一位置无法发生电弧的情况可设定多种重试
-重试时可自动回绕钢丝防止过度突出
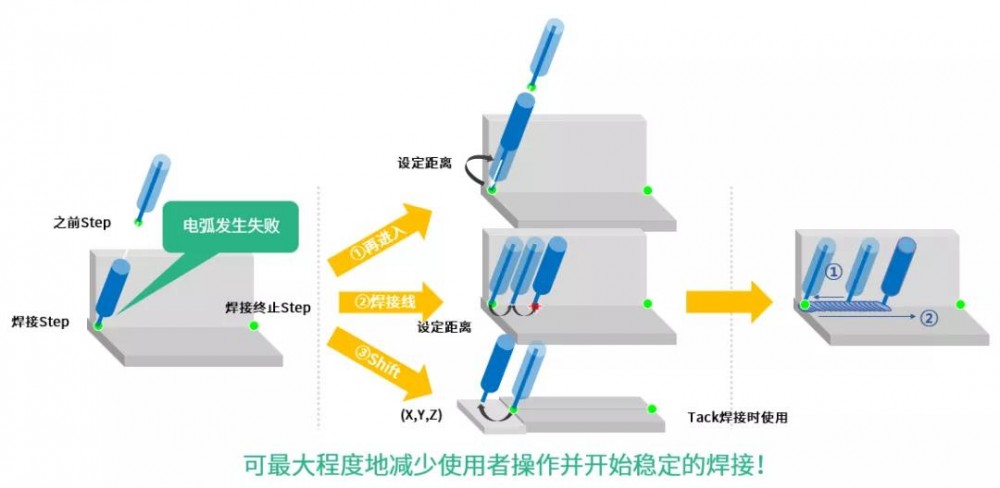
6.自动重新启动
-焊接进行中焊接中断时自动执行overlap功能
-防止因焊接中断导致没有执行焊接的区间
-重新启动时为了防止钢丝过度突出,支持自动回绕功能

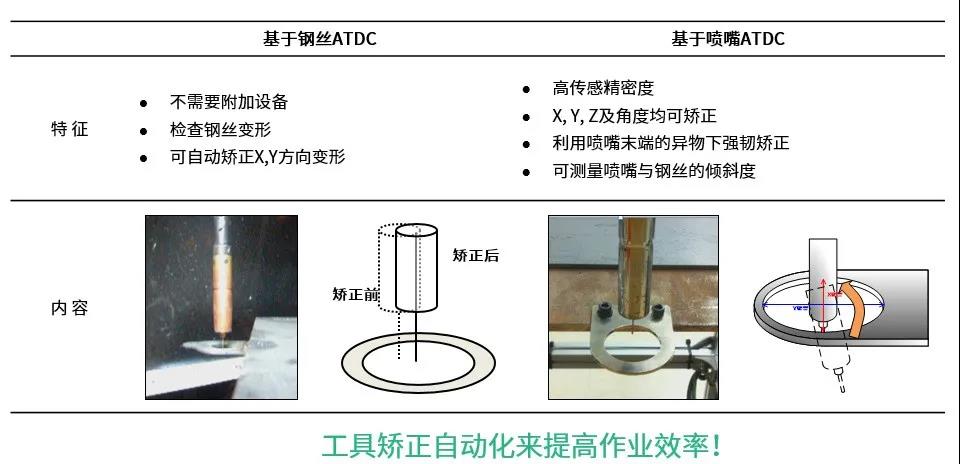
7.检查Torch变形及自动矫正
-ATDC : Auto ToolData Calibration
-提供检查Arc焊接Torch变形及自动矫正功能
-支持钢丝Torch方式和喷嘴Torch方式
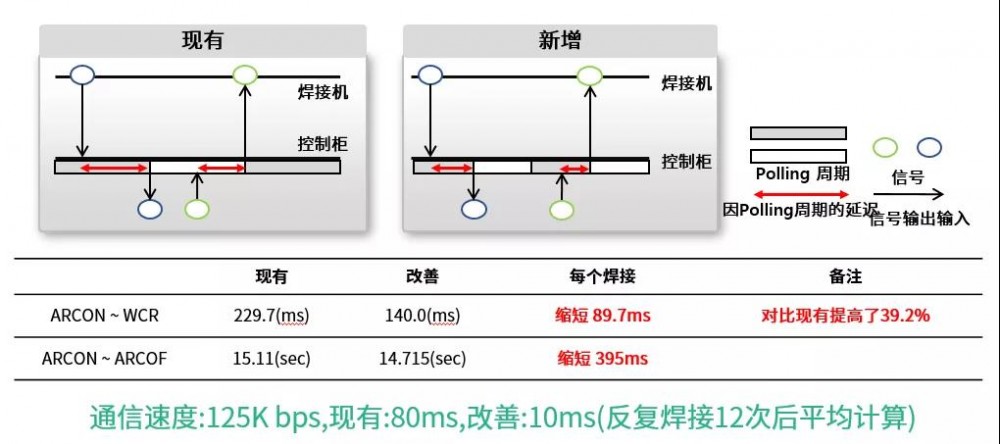
8.缩短Arc焊接 C/Time
-改善基于DeviceNet的焊接机和信号传输周期:
-改善DeviceNet master polling周期 (现有: 80ms · 改善: 10ms, 通信速度: 125K bps)
-影响Arc焊接CT的信号:
-控制柜·焊接机: ARC START, 熔接检查
-焊接机·控制柜: WCR ON, WCR OFF